Киров, ул. Коммунальная 2
Схема проезда
Режим работы:
Пн-Пт: 8:00-17:00,
Сб: 9:00-16:00,
Вс: 9:00-15:00
Пн-Пт: 8:00-17:00,
Сб: 9:00-16:00,
Вс: 9:00-15:00
Для производства кассет, создания фасадных элементов из алюминиевых композитных панелей (АКП) различных форм и радиусных элементов используются различные методы обработки.
Внимание! Все виды обработки АКП производятся только при наличии на лицевой стороне панели защитной плёнки.
ФРЕЗЕРОВАНИЕ АКП
Фрезеровка может выполняться в цеху на стендовой пиле с фрезерным приспособлением, станках с ЧПУ с фрезерным приспособлением, либо непосредственно на стройплощадке с помощью ручного инструмента.
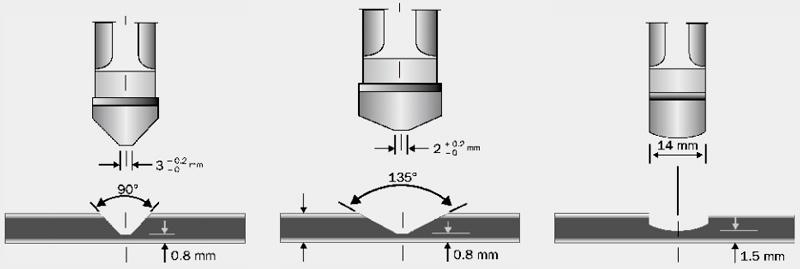
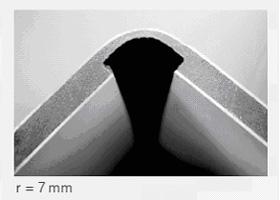
V-образные или прямоугольные пазы фрезеруются с задней стороны панели. При этом сохраняется внешняя алюминиевая облицовка и часть композитного наполнителя толщиной не менее 0,8 мм. Пазы могут быть выполнены панельной пилой с фрезерующим устройством, на станке с ЧПУ с фрезерующим устройством или с помощью ручной фрезы.
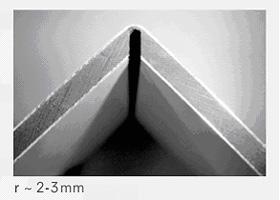
Отфрезерованный композитный лист может быть изогнут, образуя как внешние, так и внутренние углы.
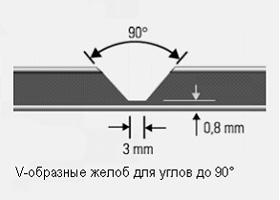 Углы до 90° |
 Фрезерованный лист АКП до 90° |
 Пример использования |
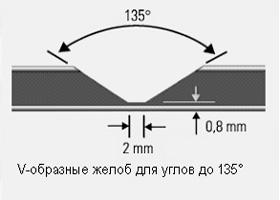 Углы до 135° |
 Фрезерованный лист АКП до 135° |
 Пример использования |
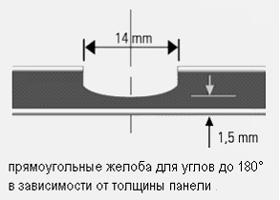 Углы до 180° |
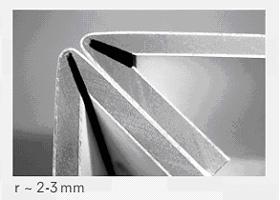 Фрезерованный лист АКП до 180° |
 Пример использования |
|
Дисковые фрезерные резаки с твёрдосплавным наконечником для вертикальных панельных пил. |
Раскрой панели производится двумя методами – рубка и резка. Распиловка осуществляется при помощи циркулярной или ленточной пилы, лобзика или на стендовом станке.
Инструмент должен иметь зубья из твердого сплава. Ширина режущей части 2-4 мм, зубья имеют трапециедальную, прямоугольную или смешанную форму.
ВАЛЬЦЕВАНИЕ (СГИБАНИЕ) ПАНЕЛЕЙ
Композитные панели могут быть изогнуты, используя листогибочный валковый станок – в основном с тремя или четырьмя валами. Панели легко поддаются вальцеванию на валах различного диаметра. Минимальный радиус составляет 270 – 300 мм. Обработку материала следует производить с учетом обрезки листа с двух сторон по 80 – 100 мм
Сгибать материал следует при температуре не ниже +10ºС
 Листогибочный валковый станок |
 Изготовление колонн из АКП |
 Изготовление скругленных элементов фасада |
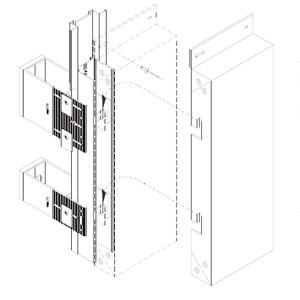
ИЗГОТОВЛЕНИЕ КАССЕТ ИЗ АЛЮМИНЕВЫХ КОМПОЗИТНЫХ ПАНЕЛЕЙ
|
|
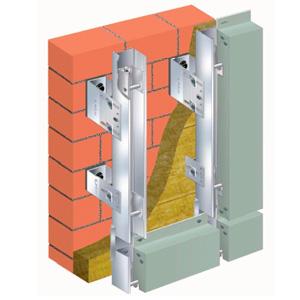
Кассета изготавливается с вырубными проушинами, которые навешиваются на штифты «салазок», установленных в вертикальные направляющие подсистемы вентфасада. Ширина отбортовки при этом должна быть не менее 50 мм. |
|
|
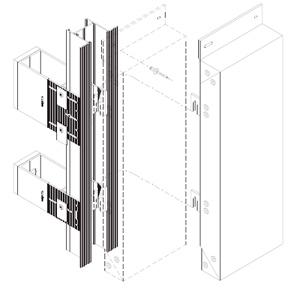
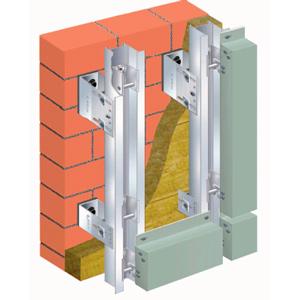
Кассета доукомплектовывается специальными крюками "иклями" которые навешиваются на штифты "салазок" установленные в вертикальные направляющие подсистемы вентфасада. Ширина отбортовки при этом может быть минимальной - 30 мм. |
Оставьте заявку, и мы обсудим и бесплатно посчитаем ваш проект!